- The Low Tolerance Spec
The United Seal & Rubber Co. Blog
Fabrication Methods of Custom Made Gaskets
Fabrication and Design of Rubber Components
There are three methods for manufacturing rubber molded parts; transfer molding, compression molding, or injection molding. Which process method to choose depends on the size, shape, function of part, quality, and cost of raw material. The three methods share similar qualities in manufacturing of rubber parts that are important to know when designing custom molded rubber parts.
Mold Design and Fabrication
Custom fabricated steel plates are designed with the parts dimension and tolerance in mind. The steel plates developed will mold the selected rubber material into the desired design. The plates are exposed to pressure and heat that cure the parts. Material properties will determine the total cure time needed for the molding process to complete.
Excess amount of material is used to ensure that the cavity is filled and the empty space is eliminated. When pressure is applied, material will extrude from the cavity along the joining steel plates, this is commonly known as flash. Flash can be avoided by designing the separation point of the cavity elsewhere on the steel mold.
A molded part may be too small or firm to remove from the cavity by hand. Depending on the viscosity of the material, air pockets could be trapped under the material resulting in weak sections of the finished part.
Simple solutions to what could become detrimental to the final product, is to increase the number of steel plates on the entire mold. Each plate will house a different part section allowing easy access and removal without damage.
Molding Process
This section will provide detailed information on each of the molding processes mention previously. Selecting which process to use is determined by several key factors; size and shape of the part, the hardness, flow of material, cost of material, and number of parts to produce.
Compression Molding
Compression molding is similar in how a waffle iron works. The waffle iron is the compression mold and the waffle mix is the raw material being compressed. Initial setup starts with an excessive amount of raw material placed in the steel mold for the cavity to fill properly. When compression beginnings, pressure and heat is applied to the sample causing the compound to flow and extruding excess into overflow cavities.

Compression molding is preferred for medium hardness compounds, high volume production, or applications requiring fairly more expensive materials.
The excess material, or flash, created by larger parts is a concern when the material is more expensive. Compression molding helps by limiting the excess overflow. As design becomes complex the pre-load could have issues when inserting into the compression mold. Flow requirements of harder compounds don’t generally agree with the compression mold.
Transfer Molding
Transfer molding differs from compression molding in that the material is placed in pot, located between the top steel plate and the compression plunger. The material is hydraulically pressed from the pot through perforations on the top plate into the cavity. The mold walls are heated to a temperature above melting point of the material to allow for faster flow into the cavity. The mold is held closed while the material is cured. Once finished the mold is opened and the part can be removed.

Transfer molding has a good surface finish and dimensional stability. This type of molding process is ideal for large volumes of products as they have short production cycles. Since the mold is closed during production, the development of smaller tolerance and intricate part designs can be achieved.
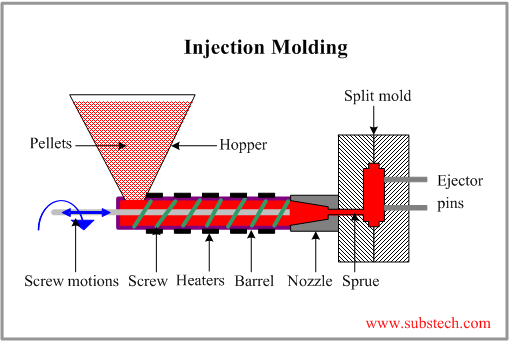
Injection Molding
Injection molding is the most automated process out of the three. Injection molding utilizes a screw-type plunger to force molten plastic material into a molded cavity. The material is heated until it reaches a flowing state and injected into the mold by pressure from a heated chamber through a series of runners. This process is preferred for mass production of a simple configuration of molded rubber parts.



USR Design Guide
*The document is not revision controlled

{kind=link}